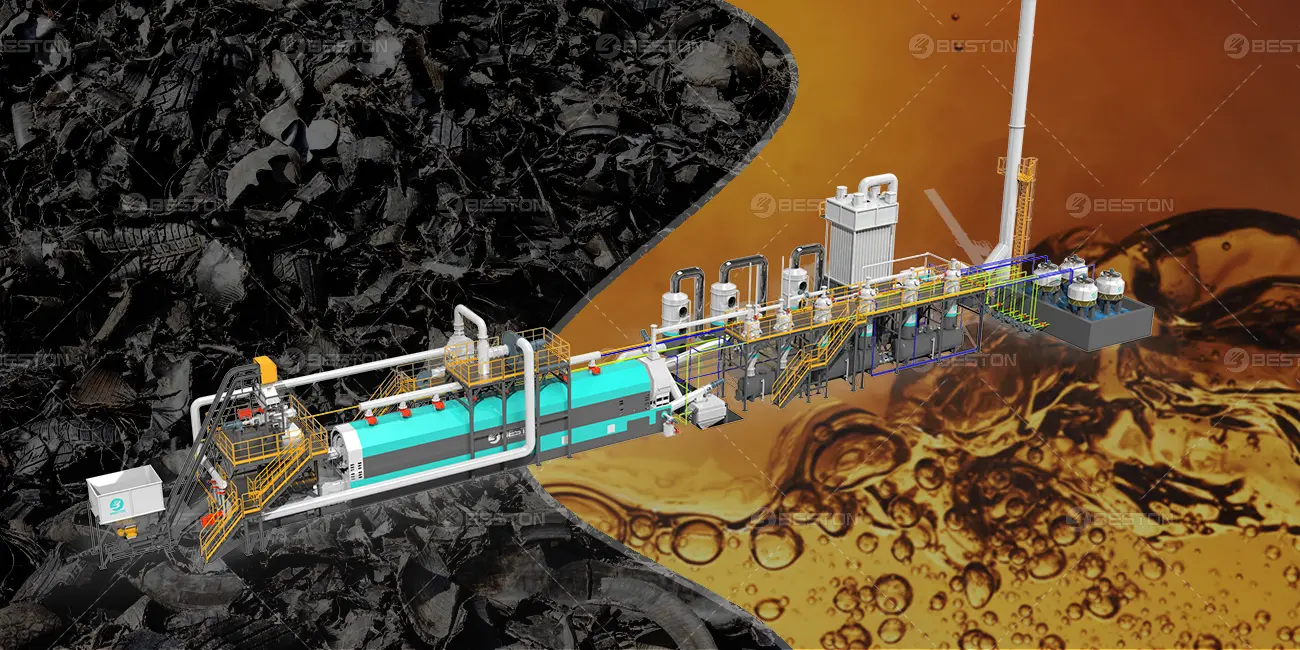
The thermochemical decomposition of macromolecular organic compounds in an anaerobic environment, fundamentally known as pyrolysis, converts various hydrocarbon-rich waste streams into distinct, high-value technical commodities. This reductive technique relies heavily on the specific engineering of the processing infrastructure, where industrial operators balance mechanical efficiency against processing volume. When deploying a large-scale continuous waste tyre pyrolysis plant, the structural architecture allows for uninterrupted material processing, minimizing thermal cyclical fatigue on the reactor. Understanding the industrial utility of the resultant fractions requires a close examination of their chemical properties and subsequent industrial pathways.
Pyrolytic Oil Characterization and Refining Pathways
The liquid condensate, frequently designated as pyrolytic oil or bio-crude, represents the largest liquid fraction extracted during the condensation phase of a pyrolysis machine. This complex mixture consists of aliphatic and aromatic hydrocarbons with a high calorific value, making it highly valuable as a heavy fuel substitute. Heavy manufacturing sectors, including industrial glassworks, cement kilns, and thermal power facilities, regularly utilize this fluid matrix as a direct combustive fuel source to drive energy-intensive calcination and melting operations. Furthermore, the oil can undergo fractional distillation and catalytic upgrading to generate refined chemical feedstocks, yielding fractions akin to commercial diesel or industrial solvents.
Recovered Carbon Black Processing and Reinforcement Properties
Concurrently, the solid residue recovered from the thermal chamber of continuous waste tyre pyrolysis plant comprises a highly carbonaceous material recognized as recovered carbon black. This char contains structured elemental carbon interspersed with inorganic ash remnants, which necessitates post-pyrolysis milling and de-ashing to achieve the particulate fineness required for market insertion. The rubber vulcanization sector utilizes this micronized aggregate extensively as an essential reinforcing filler, augmenting the tensile strength and abrasion resistance of industrial conveyor belts, automotive components, and mechanical seals. In lesser particulate grades, it serves as an economical pigment or UV-stabilizer masterbatch within the plastics extrusion and coating formulation industries.
Syngas Recirculation and Metallurgical Fraction Separation
The volatile, non-condensable gas fraction—predominantly composed of methane, hydrogen, carbon monoxide, and short-chain alkanes—constitutes the secondary energy output. This gaseous stream, often termed syngas, undergoes scrubbing to remove acidic compounds such as hydrogen sulfide before it is redirected back into the furnace hearth. Operating a fully continuous pyrolysis plant enables the immediate, real-time diversion of this syngas to satisfy the endothermic requirements of the primary reactor. This thermal feedback loop drastically minimizes external energy dependencies, optimizing the thermodynamic efficiency of the overall operation. Additionally, heavy steel wires liberated from reinforced rubber feedstocks are systematically magnetically segregated, providing a clean metallurgical scrap supply that is compressed and dispatched directly to secondary steel smelting operations.

Capital Asset Amortization and Circular Economics
Amortizing the initial expenditure of these advanced recovery systems is highly dependent on throughput capacity and the level of automation required. While the standard tyre pyrolysis plant cost reflects substantial capital investment for high-end automation, heavy-duty gas scrubbing, and continuous feeding mechanisms, the steady yield of multi-industrial commodities establishes a predictable operational return. By systematically shifting discarded polymers away from standard incineration pathways, these processing facilities successfully bridge the gap between industrial waste mitigation and circular chemical manufacturing.